
galvanisering Vereistes , 230 kV Transmissielyn toring, deel twee

A kommunikasie toring jy kan dit nie sien – torings vermom as bome
Maart 24, 2018
Tipes Transmissielyn Towers en Configurations – gebruikte regop OPGW
Maart 31, 2018
Transmissielyn staaltoring Galvanisering Vereistes
Behalwe waar gespesifiseer tot die teendeel, al yster en staal gebruik word in die konstruksie van die kontrak Werke moet gegalvaniseer na saag, skeer, boor, pons, vul, buig en bewerking is voltooi.
Galvanisering kom tot stand in ooreenstemming met NL-ISO 1461.
vir galvanisering, slegs oorspronklike hoogoond rou sink sal toegepas word, wat 'n suiwerheid van sal hê 98.5%.
Die sink laag moet eenvormig, skoon, glad en as vry van SPANGLE as moontlik. Galvanisering sal deur die warm dip proses toegepas word en sal bestaan uit 'n laag met ten minste die dikte getoon in die tabel hieronder:
|
Oorhoofse Line komponente |
laag dikte (mikrometer) |
|
Geen betekenisvolle Besoedeling |
|
|
Towers |
85 |
|
lyn toebehore |
85 |
|
boute, skroewe, neute, ringe > 20mm dia |
55 |
|
boute, skroewe, neute, ringe < 20mm dia |
45 |
toring staalwerk, toebehore en bevestigings wat 'n verhoogde dikte van galvanisering ontvang, moet maklik identifiseerbaar en onderskeibaar wees van die materiale met die algemene galvaniseringsdikte. Identifikasie merke, bar punte ens op staalwerk, toebehore en bevestiging moet vooraf vasgestel met 'n "X" om ekstra galvanisering dui.
Staaltoring materiaal sal behandel word met natrium dichromaat of Preton W20 oplossing na galvanisering tot die vorming van wit roes te voorkom (wit stoor vlekke).
Bolt, neute, ringe, locknuts en soortgelyke hardeware moet gegalvaniseer in ooreenstemming met die toepaslike standaarde. Oortollige spelter sal verwyder word deur sentrifugale spin.
Verwante poste
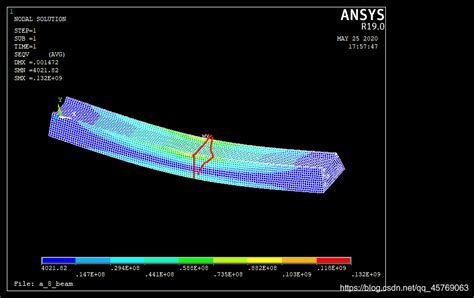
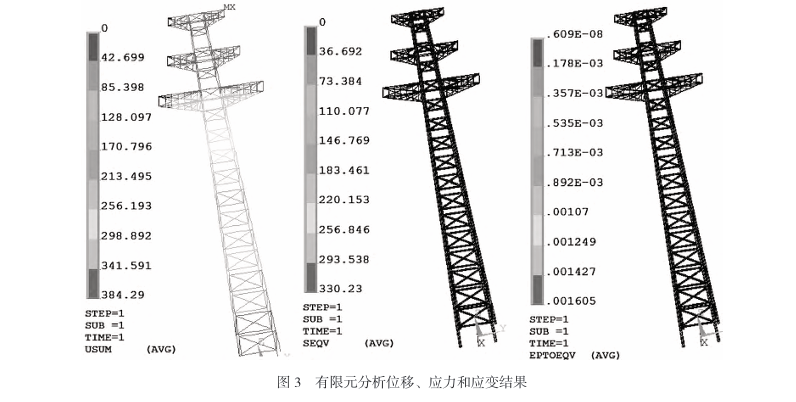
Die ontleding van die dravermoë van 'n kragtransmissielyn staaltoring beklemtoon die kompleksiteit en belangrikheid van strukturele en fondamentontwerp. Deur die wisselwerking van vragte te verstaan, materiaal eienskappe, en omgewingsfaktore, ingenieurs kan toringwerkverrigting optimaliseer en betroubaarheid in kragnetwerke verseker. Tabelle en gevallestudies illustreer die beste praktyke en ontwerpoorwegings verder.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}