
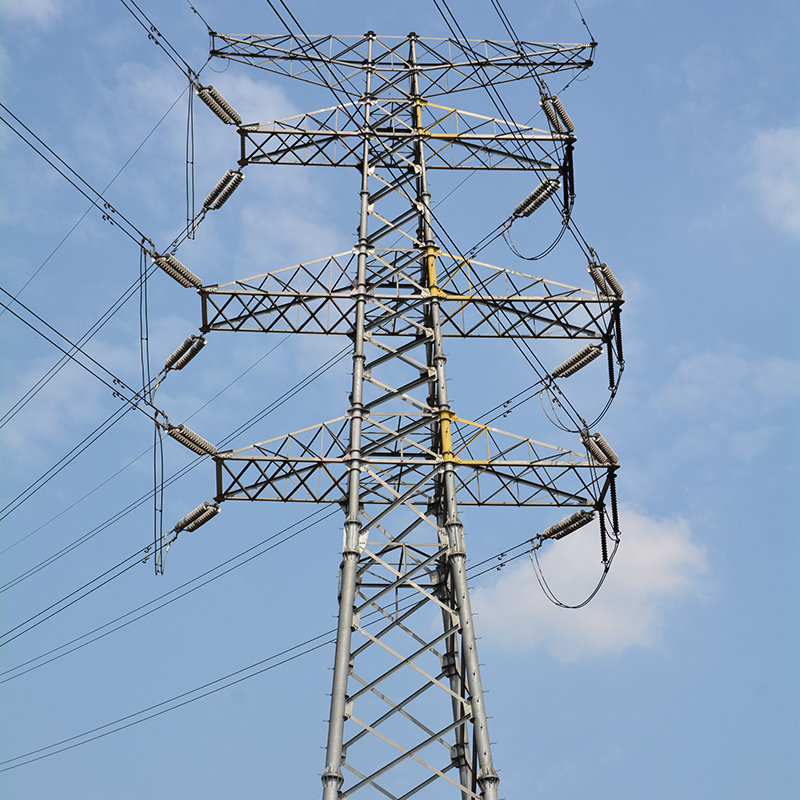
50ك.ف برج خط نقل – 50KV برج خط نقل
الزاوي برج لنقل الطاقة الكهربائية
ديسمبر 10, 2018ما هي الاتصالات الميكروويف ?
ديسمبر 22, 2018
1 أحكام بناءة
1.1 المواد
المواد المستخدمة في تصنيع الهياكل المعدنية من الأفنية تكون متساوية أقسام زاوية جانب وألواح الصلب الهيكلية أو قوة الصلب عالية, المطابقة لمعيار ASTM A-36 على الصلب الهيكلي أو معيار ASTM A572 الصف 50 على الصلب عالية القوة. ويمكن استخدام معايير تعادل الفولاذ, شريطة أن تخضع لموافقة صاحب.
1.2 أبعاد الدنيا
تشير العناصر دون حدود الأبعاد لمختلف عناصر الهياكل:
- الحد الأقصى النحول (كوالا لمبور / ص ماكس) ومن المسلم به في الحانات مضغوطة:
- السلالم والقضبان : 150
- تحسب جميع الأشرطة الأخرى : 200
- لا تحسب الحانات زائدة عن الحاجة أو : 250
- لقضبان هي قابلة للقيادة : 300
- حجم الحد الأدنى من أقسام زاوية لحالة الإطارات هو:
- الرأسي وقطري : 60 س 60 س 6 مم
- عناصر أخرى : 40 س 40 س 4 مم
- قطر الحد الأدنى من البراغي هو : 12 مم
- الحد الأدنى لسماكة الصفائح : 4 مم
![]()
1.3 محكمة
خلال لمحات تصنيع, لوحات تعزيزات, الحشوات, الخ., ويمكن المنفصمة أو إزالتها بعناية نتوءات منشور والمعادن. كل التخفيضات لمحات, تعزيز, الحشوات, إلخ. وسوف يكون مستقيم تماما.
1.4 انحنى
ملامح ولوحات التعزيز التي تحتاج إلى أن تكون عازمة, وسوف تتم معالجتها عن طريق التسخين لتزوير درجات الحرارة. موافقة صاحب مسبقة لأسباب معينة، وحيث وجود عناصر لتكون عازمة الباردة, سوف صلب المواد في وقت لاحق أو يعفى الإجهاد.
1.5 ثقوب
أجزاء من هياكل وجميع الثقوب قدمت في ورشة عمل أو مصنع, لذلك ليس من الضروري لحفر أي في الموقع لإضافة أي عنصر الهياكل.
المسافة من مركز الثقوب الترباس على حافة صورة أو لوحة الصلب لا تقل عن 1,5 مرة من قطر الترباس. الحد الأدنى للمسافة بين مراكز الثقوب المجاورة البراغي لا تقل 3,0 مرة من قطر الترباس المقابلة.
يمكن لكمات الثقوب أو حفر.
الجانب الأخير من الثقوب هو من مقطع دائري, أسطواني, عمودي على سطح الشغل, لا نتوءات أو الشقوق. العناصر غير مطابقة الثقوب إلى سيتم رفض هذا المطلب.
تطهير بين قطر دبوس وحفرة قطرها هو 1/16 ".
1.6 التحمل
الحد الأقصى المسموح التسامح في الأجزاء الخفض هو ± 1 في الألف. والفرق بين الحد الأقصى المسموح به قطر تتحمل وقطر دبوس لا تتجاوز 1,0 مم.
الحد الأقصى المسموح المسموح بها في موقف المتبادل بين الثقوب هي كما يلي:
- في نفس نهاية الملف الشخصي : ± 0,5 مم
- بين طرفي نقيض من الملف الشخصي : ± 1 مم
لا يسمح التسامح في موقف المحاور الطولية من الثقوب فيما يتعلق المحور الطولي للالشخصي.
1.7 معا
سوف مفاصل أوبريغتس بعقب نوع بعقب; لكن, ويمكن استخدامها جنبا إلى جنب طلاء موافقة صاحب مسبق.
أن مشطوب زوايا الشخصية أو الحشوات الداخلية لضمان مساحة الاتصال المباشر والمستمر بين جدران الشخصية. يجب الحد الأدنى للطول مفاصل أوبريغتس يكون 300 مم يخدع 6 مسامير على الأقل في كل نهاية.
1.8 اللحامات
لا يجوز استخدام أي الشرفات اللحام عنصر. إلا, اللحامات اللازمة على حواف الصفائح أو بين قوسين مرساة. وينبغي أن يتم هذه عن طريق تحديد نوع وحجم الأقطاب أكثر ملائمة, خط التحويل. وينبغي أن يكون الإجراء لحام مثل هذا, يتم الحد من تشوهات واختلالات كونها عنصر ملحومة.
1.9 جزء بمناسبة
المجلفن قبل, سيتم وضع علامة على كافة القطع التي ختم نافر بشكل واضح, مع نفس الهوية لديهم في الطائرات, مما يدل على نوع من هيكل, رقم عضوية ونوع من الصلب.
فإن ارتفاع أرقام أو حروف علامات لا تقل 12 مم. وعمق الطابع تكون موحدة وليس أقل من 1,5 مم.
1.10 الكلفنة
وحفزت جميع عناصر الهياكل المعدنية وفقا ASTM-A 123-78 ذ ASTM-A 153-80, تطبيق عملية غمس ساخنة. لمحات سمك الصفائح المجلفنة سوف 120 الحد الأدنى للأم.
سيتم إخضاع جميع مكونات هياكل لعملية الجلفنة بعد أن تم تشكيله. يتم تطبيق أي عملية بالقطع بعد الجلفنة.
![]()
2 البراغي والصواميل
2.1 الملامح العامة
البراغي, الركبان, وتستخدم المكسرات وغسالات لتجميع الهياكل ولتحديد الملحقات, ستكون الصلب المجلفن الساخن. خط التحويل.
ويضم قفل الترباس, جوز, غسالة مسطحة وغسالة قفل. إذا لأي نوع من مسامير الصلب هيكل استخدمت قوة عالية, ثم كل البراغي والصواميل من نفس الحجم لاستخدامها في أي نوع من بنية هي نفس المواد. Deberáevitarse خطأ باستخدام مسامير الصلب العادية, حيث يجب البراغي عالية القوة المستخدمة.
2.2 تصاميم
حجم, سيتم الخواص الميكانيكية وكمية من المسامير في كل الهياكل عنصر تقاطع تحديدها على أساس قيمة الأحمال طبيعية واستثنائية, على افتراض أن عوامل السلامة نفس المحدد لمحات زاوية. التحجيم هو جزء لا يتجزأ من حساب بنية الذاكرة.
تحسب المفاصل انسحب كما نقابات خاضعة للمحكمة, أي احتكاك المفاصل صالح.
حدود قطع وسحق الجهود المبذولة لتصميم البراغي والصواميل ستوافق على دليل ASCE.
فإن قطر الحد الأدنى من البراغي يكون 12 مم (1/2″) عن التعلق بين العمودي وقطر وعناصر أخرى. ستسعى في تصميم الهياكل للحد من عدد من أقطار مختلفة لاستخدامها في كل نوع من المعدات ويدعم العملاقة. على أي حال, في كل نوع من أنواع العملاقة ومعدات الدعم لا يجوز استخدام أكثر من ثلاثة أقطار مختلفة.
وطول البراغي يكون هذا أنه بمجرد تجميع وتعديل أي المواضيع سيخضع ليجز الضغوط. الجزء الخيوط من الجوز يجب أن تبرز اثنين على الأقل من خيوط. المواضيع في نهاية المطاف في المراسلات مع غسالات ويجب أن لا تدخل الأجزاء أن تكون متصلا.
وسيتم الحصول على الركبان لإصلاح سلاسل عازل وحراسة المشابك كابل لهيكل العملاقة مع 2 وتعديل المكسرات 2 locknuts, سيتم وضع حلقات مسطحة وقفل تحت المكسرات تعديل


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}