
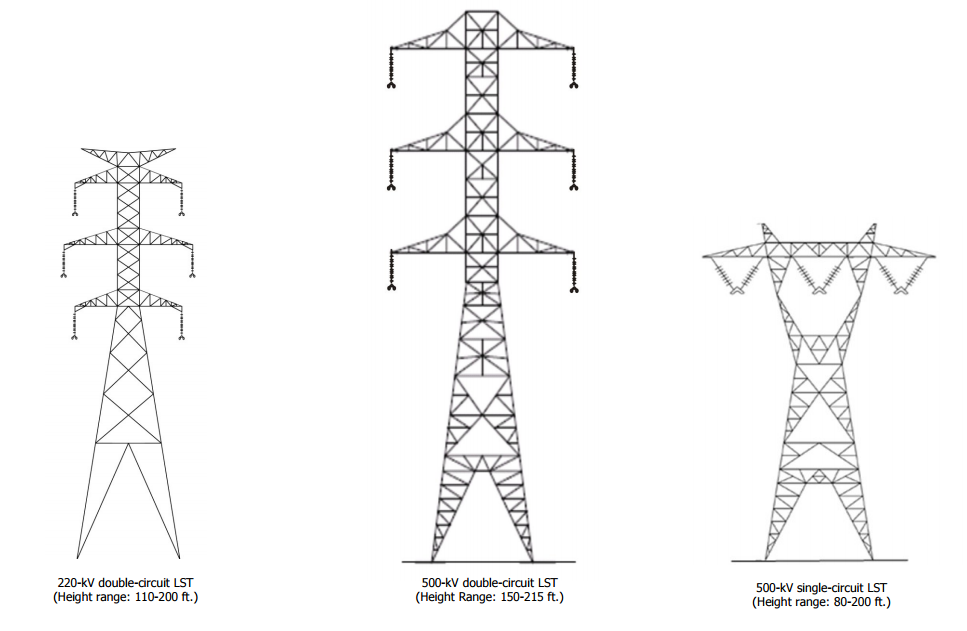
500 KV diseño de la torre de celosía ángulo y la prueba

ángulo de la torre de transmisión de acero
noviembre 7, 2018torre monopolo torre del poste de comunicación
noviembre 18, 2018
ABRAZADERAS Y PERNOS PARA TORRE DE CELOSÍA DE ACERO
abrazaderas, que están sujetos con pernos, deberán estar provistos de cabezas o tapas desmontables y arandelas adecuadas. Los pernos deberán ser lubricados con un lubricante apropiado.
Las abrazaderas deben ser diseñados para que se asiente firmemente y sin problemas en el conductor con la presión suficiente para compensar la fluencia, flujo en frío, y / o anidación.
La abrazadera de brazo deberá ser de aleación de aluminio en consonancia con los requisitos de diseño. La tapa de sujeción también deberá ser de aleación de aluminio.
La abrazadera de brazo y el casquillo de sujeción tendrán cada uno una longitud efectiva en el cojinete en el conductor de no menos de 70 mm para el metal a la superficie abrazaderas. radios de salida deben ser excluidos en el cumplimiento de este requisito.
abrazaderas de montaje tipo spacer atornilladas deberán ser capaces de resistir un par de torsión igual al doble del par de torsión de instalación diseño nominal, sin fallo de los componentes cuando se instala en el conductor. Este valor se obtiene aplicando el par a la cabeza inferior del perno de ruptura o tornillo de cabeza.
De sujeción pernos será M16 aleación de aluminio o mínimo de acero inoxidable M12 con una cabeza de tipo cizalla de ruptura de perno de la cizalla perno de cabeza tipo break-lejos o tornillo de ruptura de un tapón para los pernos de acero galvanizado se aportará con una parada de la llave para evitar la toma de incurrir la cabeza más baja durante la instalación.
El par necesario para romper la cabeza superior de la cabeza más baja debe estar dentro de una tolerancia de más o menos diez por ciento del valor de diseño del Proveedor.
Los pernos de cabeza de ruptura de o tornillos deben estar fabricados a partir de 6.101-T8 o de aleación de aluminio de alta resistencia AA7075 o acero inoxidable (acero inoxidable austenítico ANSI 300 serie) o acero de baja o media de carbono y de conformidad con la norma ISO 898 clase de propiedad, ya sea 8.8 o 6.8 junto con tuercas hexagonales de clase apropiada. Cualquier otro material debe ser aprobado por el Ingeniero.
La anodización de la aleación de aluminio será de acuerdo con las especificaciones militares de EE.UU. MIL A-8025C.
pernos o tornillos de sujeción están a estar equipado con arandelas de resorte de acero de tipo Belleville diseñados para compensar una relajación potencial en la tensión del perno, La lavadora(s) deberá ser desplazado al menos 50% del total de deflexión como plana en par de instalación nominal, La lavadora(s) deberá tener una deflexión recuperable de al menos 0.9 mm tal como se determina por la diferencia entre la altura cargado y posterior sin carga. El proveedor puede utilizar dos arandelas Belleville para controlar el aflojamiento del perno de sujeción.
El material de la arandela Belleville y otros elementos de resorte están hechos de acero al cromo-vanadio 50CrV4 o acero no aleado Ck75.
Prueba de apriete de los tornillos
Los cuatro abrazaderas del conjunto separador amortiguador deberán estar unidos al conductor AAAC “Greeley” o a una barra de 28.14 ± 0,254 mm de diámetro. El par se aplica a la cabeza superior de cada perno de ruptura de. La cabeza no debe romper en un valor distinto de torsión de instalación del diseño del Proveedor de más o menos el diez por ciento. El par necesario para romper cada cabeza superior se registrará.
En un momento de torsión de dos veces del par de torsión de instalación diseño nominal no habrá fracaso de partes componentes. El par de torsión A continuación se registró.
Los registros deben ser hechas del par soportar la cabeza más baja, torque fracaso, y la parte(s) de los conjuntos de abrazadera que fallan.
ACERO ESTRUCTURAL
Todas las secciones y las placas de acero laminado se suministran de acuerdo con la última edición de la norma ASTM A572 Grado 60 De alta resistencia y baja aleación columbio-vanadio de acero de calidad estructural y GB / T 1591 grado Q420, EN10025 S355J2 y GB / T 1591 grado Q345, ASTM-A36 y GB / T 700 Grado Q235. Además de los requisitos especificados anteriormente y en las normas pertinentes, el acero ofrecido debe soportar los siguientes requisitos de la prueba de flexión. sin embargo, procedimiento del requisito de la prueba de plegado se siguió según ASTM A370.
|
Tipo de acero |
Espesor del material |
Relación de diámetro a espesor curva de la muestra en 180⁰ |
|
acero dulce |
A todo el espesor |
1.5 |
|
Acero de gran resistencia Grado 50 & 60 |
Hasta 25 mm |
1.5 |
|
– |
Encima 25 mm |
2.0 |
Montar la estructura de torre de acero de líneas de transmisión
NUECES, Pernos y arandelas
Para todos los tipos de torres, todas las conexiones deben estar asegurados por pernos, nueces, arandelas y primavera. deberán utilizarse pernos de cabeza hexagonal y tuercas hexagonales. Sólo una arandela y un resorte de arandela por perno se utilizará.
Pernos serán diseñados para un solo cojinete y de cizallamiento y el vástago de todos los pernos excepto pernos en U deben extenderse completamente a través de todos los miembros conectados. Cuando en los pernos de posición deberá proyectarse a través de las tuercas ni menos que los correspondientes 2 longitudes de rosca ni mayor de 10 mm. Los miembros no deberán llevar en hilo. Arandelas serán utilizados en todas las tuercas. Pernos deberán estar libres de las aletas, escala u otros defectos y la cabeza se concéntrica y cuadrar con el vástago. El diámetro del vástago deberá ser de tamaño nominal completo de los pernos. Los extremos deben ser limpias y afiladas y del contorno apropiado.
Todos los pernos en U debe ser roscada para una longitud suficiente para tomar dos tuercas estándar, además de espesores miembros y arandela.
pernos de paso se proporcionan como se muestra en los dibujos.
Tuercas deberán tener una altura suficiente para desarrollar la fuerza total del perno. Las discusiones no deben ser rotos o rasgados y serán de contorno apropiado. Las tuercas deberán ajustarse los tornillos después de que han sido galvanizado de manera que se pueden iniciar y roscados con la mano durante toda la longitud de la rosca del perno.
El ajuste de la tuerca sobre al perno deberá ser tal que no se producirá ninguna oscilación de la tuerca.
Tuerca y tornillo del mismo tamaño deben ser intercambiables. Las dimensiones relacionadas con pernos para la fabricación se puede hacer referencia desde DIN 7990 y la tuerca según la norma DIN 555 / ISO4034 La longitud de los pernos se calculará para acomodar el espesor de una arandela de resorte.
Material de los pernos y las tuercas se ajustará a ASTM A325 y / o ISO 898 normas.
Las dimensiones y el material de las arandelas de bloqueo de resorte será conforme al DIN127 y 128.
Al menos 5% excedente de pernos, tuercas y arandelas serán suministrados para hacer frente a las pérdidas y el mantenimiento futuro.
El material fabricado no tendrá propiedades físicas inferiores a las especificadas.
diámetro agujero de perno no deberá exceder el diámetro nominal del dispositivo de fijación más 1.5 mm.
rellenos de anillo para las torres para ser suministrados de acuerdo con las dimensiones indicadas en el dibujo no. NTDC / DISEÑO / 500KV / 25. El material del relleno de anillo debe cumplir con las propiedades del acero dulce según ASTM A36..
Las distancias a los bordes mínimos de pernos medido desde el centro del agujero de perno en el extremo del miembro serán las siguientes:
- Para los miembros de compresión: Uno y medio diámetros de pernos.
- Para los miembros de tensión: En una conexión final de no más de tres tornillos de la distancia final no será inferior a la dada en (un) por encima o por la siguiente cantidad, lo que sea mayor.
PROTECTOR DE AVES
Para evitar que aves de percha inmediatamente por encima de las cadenas de aisladores de suspensión / puente y el ensuciamiento de la misma con el abandono, guardias de aves adecuadas se deben colocar en todo tipo de torres. Sierra guardia tipo de aves se facilitará en todos los miembros / miembros redundantes previstas en el plan superior e inferior del brazo transversal / viga / brazo / viga de suspensión. provisión adecuada de la grapa / la placa que se proporciona en todas las torres de suspensión que facilitan la instalación de guardia de aves después de ensartar.
VIDEOS
500 KV celosía torre de ángulo de construcción
OBRA
El acabado de la mano de obra y en todo deberá ser de una calidad igual a la mejor que se conoce en la técnica en el momento actual para esta clase de trabajos. se llevará a cabo con cuidado y precisión todos los trabajos.
Los miembros serán cortados en plantilla y los agujeros se perforan o puñetazos a la plantilla. Todos los orificios deberán ser cilíndrica y perpendicular al miembro. Cuando sea necesario para evitar la distorsión de agujeros cerca de los puntos de las curvas, los orificios se realizarán después de doblar.
de trabajo de acero fabricada debe estar de acuerdo con los dibujos, y la perforación, puñetazos, corte y plegado se llevaron a cabo con cuidado y precisión para evitar cualquier posibilidad de irregularidades que ocurre que podría introducir dificultad en la erección de torres o resultar en esfuerzo o distorsión de las partes de los mismos.
BENDING
miembros de torre que son doblados en frío deberán ser normalizados antes del galvanizado. se prefiere doblado en caliente. El calentamiento se realiza en un horno, de manera que el miembro se calienta de manera uniforme a una distancia de aproximadamente 150 mm a cada lado del punto de curvatura. calor adecuado tratamiento de procedimientos se utilizará con el fin de preservar las propiedades físicas originales del metal. Doblado de los miembros gruesos será hecho en una prensa hidráulica con una boquilla adecuada para evitar el pandeo de una pierna sin restricciones. Este proceso no se realiza bajo impacto rápido, pero a través de una prensa de movimiento lento.
PUÑETAZOS & PERFORACIÓN
Perforación y la perforación se realiza por métodos diseñados para asegurar la exactitud. El centro de cualquier agujero no debe variar en más de 1.5 mm de su posición ni la distancia de centro a centro de los orificios de los extremos en un grupo de orificios variará en más de 1.5 mm. Taponamiento y no se le permitirá la soldadura de agujeros perforados
taladros, punzones y matrices deberán ser fuerte y verdadero, y los agujeros deberán ser redonda, a la talla, y libre de bordes irregulares y rebabas.
Los agujeros de perno tendrán diámetro 1.5 mm mayor que el diámetro nominal del tornillo.
Es preferible tener la fabricación, perforación y perforación llevadas a cabo por medio de una técnica de programa de ordenador moderno.
Todos los agujeros en el material más de 19.0 mm de espesor o bien deberá ser perforado o sub-perforado y escariado.
Para el acero de alta resistencia (punto de rendimiento igual o mayor que 35 kg/mm²) agujeros se perforan directamente en el diámetro definitivo o perforados y escariados a cabo. La diferencia entre el diámetro perforado y escariado será a 4 mm mínimo.
El troquel para todos los agujeros sub-perforado, y el taladro para agujeros sub-perforado, será como mínimo 1.5 mm menor que el diámetro del perno. A la deriva para agrandar los agujeros no se permitirá.
SOLDADURA
Soldadura de miembros de la estructura, el llenado o el taponamiento de las piezas defectuosas y agujeros mispunched no será permitido en la fabricación de torre. Cuando los agujeros se mispunched de manera que se reduce la sección neta de un miembro, el miembro se descartará. sin embargo, Si la soldadura no se puede evitar y se requiere en ciertos componentes de la estructura, tal como para las placas / fijación del aparejo, se obtendrá antes de la aprobación por escrito. En tales casos los procedimientos de soldadura deben cumplir con las normas D1.1M ANSI / AWS. Especial cuidado se tendrá con respecto soldadura de sellado para asegurar galvanización adecuada y para evitar ácido “sangrado” en bolsillos en conjuntos estructurales.
REQUISITOS GENERALES PARA LA FABRICACIÓN
Las torres deben estar fabricados que tienen tamaños de los miembros de acuerdo con los planos aprobados. Sin sustitución del ángulo será permitido para la pierna principal, miembros y muñones de brazos cruzados. Sin embargo, se puede permitir la sustitución de miembros por otros miembros de la torre y miembros redundantes o secundarios con la aprobación previa del Ingeniero.. En tal caso, el número total de sustitución miembro no excedería de cinco (5)
SUBSIDIO para galvanizar
Deberá tenerse en dimensiones de calibre para el espesor de galvanizado y la posible formación de filetes spelter el interior de los ángulos a fin de permitir la separación erección adecuada después de la galvanización.
DIBUJO
- Detalles de la Tienda Dibujos:
Los dibujos detallados deberán mostrar detalles Compre incluyendo las dimensiones, cizallamiento, puñetazos, corte en bisel, flexión y marca de identificación y el peso para cada miembro.
- Dibujos de erección:
planos de montaje se muestran el conjunto completo de la estructura indicando claramente el posicionamiento de los miembros. Cada miembro será pieza-marcado y el número y longitudes de pernos será dado para cada conexión. detalles de tienda se puede mostrar ya sea por secciones ensambladas (en su lugar) o pieza por pieza (sin montar).
- Dibujos de instalación zapata:
dibujos Pie de erección que muestran cada miembro con su marca de identificación, número y tamaño de los pernos de conexión y todas las dimensiones requeridas para el ajuste apropiado y el posicionamiento de las zapatas de ángulo de talón con relación al centro de la estructura.
- Facturas de material:
Listas de materiales para cada torre deberán mostrar la cantidad, kg/mm², tamaño, largo; peso y montaje marca para cada miembro, incluyendo los pernos, arandelas, placas y todos los accesorios completos para cada estructura.
- Dibujo de esquema:
El fabricante deberá preparar diagrama de una sola línea a partir de los dibujos detallados que deberá mostrar la información completa como dimensiones y miembro, tamaños angulares.
PRUEBAS DEL FABRICANTE
El fabricante deberá seleccionar dos muestras de cada uno de calor para llevar a cabo las siguientes pruebas para satisfacerlo que los productos cumplen con las especificaciones.
Para las secciones y placas
- Composición química (Análisis de cuchara)
- Los ensayos de tracción
- Los ensayos de doblado
Para tuercas y tornillos
- de carga de prueba
- Prueba de resistencia límite a la tracción
- Última prueba de resistencia a la tracción bajo carga excéntrica
- ensayo de doblado en frío
- Examen de dureza
- prueba de galvanización
Para lavadoras y cargas de timbre
- Examen de dureza
- prueba de galvanización
El fabricante deberá mantener un registro de las pruebas llevadas a cabo por él para su examen por el inspector.
Las pruebas de prototipo conjunto de la torre
Una torre de cada tipo de combinación máxima altura del cuerpo de las extensiones y de la pierna se tienda montado y verticalmente / horizontalmente erigido en una cama base adecuada para asegurar el ajuste apropiado de todas las piezas. Siguiendo deben mantenerse a la vista durante el montaje de la torre prototipo.
- Compruebe cuidadosamente cada miembro mientras que el montaje del prototipo de revisar y modificar los dibujos detallados de acuerdo con la solución correcta;
- Para cada miembro, la longitud, posición de los orificios y la interfaz con otros miembros se comprobará con precisión para la aptitud adecuada;
- Cantidad de cada miembro y tornillos deberá comprobarse cuidadosamente de la lista de materiales durante el montaje del prototipo;
- En la torre montada eventuales modificaciones serán examinadas y realizan, si necesario, sin modificar la funcionalidad de la estructura; y
- Dibujos y lista de materiales, tamaños de pernos, rellenos, etc.. deberá ser puesto al día en consecuencia, en todos los detalles antes de iniciar la producción en serie.
Artículos Relacionados

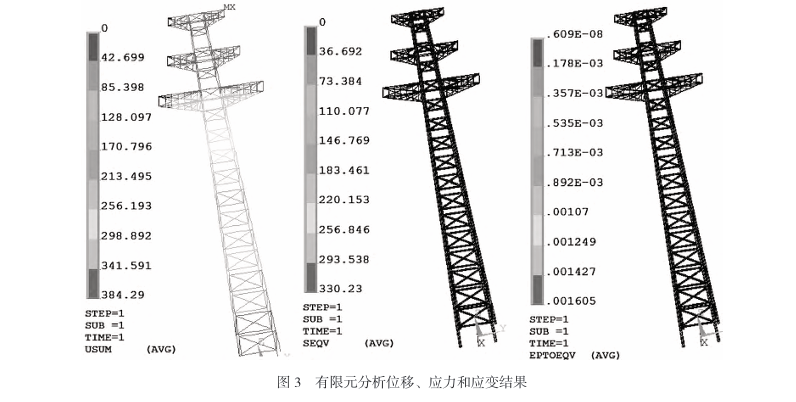
El análisis de la capacidad portante de una torre de acero de una línea de transmisión eléctrica resalta la complejidad e importancia del diseño estructural y de cimentación. Al comprender la interacción de cargas, propiedades materiales, y factores ambientales, Los ingenieros pueden optimizar el rendimiento de la torre y garantizar la confiabilidad en las redes eléctricas.. Las tablas y los estudios de casos ilustran aún más las mejores prácticas y consideraciones de diseño..

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}