
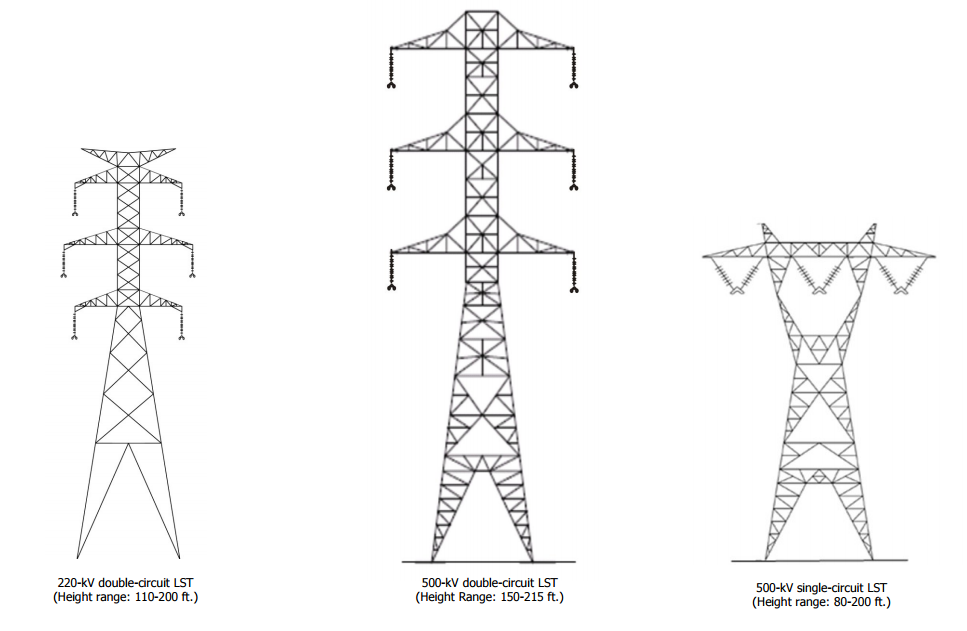
500 KV شبکه طراحی برج زاویه و آزمون

زاویه برج انتقال فولاد
نوامبر 7, 2018برج تک قطبی برج قطب ارتباطات
نوامبر 18, 2018
گیره و پیچ و مهره برای برج فولادی مشبک
نصب و راه اندازی, که با پیچ و مهره محکم, باید با سر جدایی طلب و یا کلاه و واشر مناسب ارائه. پیچ و مهره باید با یک روان کننده مناسب روغن کاری.
بست باید طوری طراحی شود به طوری که آنها بصورتی پایدار و محکم و یکنواخت صندلی بر روی هادی با فشار کافی برای خزش را جبران, جریان سرد, و / یا تودرتو.
گیره بازوی باید از آلیاژ آلومینیوم متناسب با الزامات طراحی شود. کلاه گیره نیز باید از آلیاژ آلومینیوم می باشد.
گیره بازو و کلاه گیره باید هر کدام یک طول موثر در تحمل در هادی و نه کمتر از 70 میلی متر برای فلز ظاهر بست. شعاع خروج باید در جلسه این شرط از مطالعه حذف شدند.
پیچ نوع فضا و بست مونتاژ باید قادر به تحمل گشتاور معادل دو برابر از اسمی گشتاور نصب و راه اندازی طراحی شود, بدون شکست قطعات زمانی که بر روی هادی نصب. این مقدار باید با استفاده از گشتاور به سر پایین تر از پیچ جدا شده و یا کلاه پیچ به دست آمده.
بستن پیچ و مهره باید M16 آلیاژ آلومینیوم و یا حداقل از فولاد ضد زنگ M12 شود با یک استراحت دور سر نوع برشی پیچ شکستن دور برشی نوع سر پیچ یا شکستن دور کلاه پیچ، پیچ و مهره های فولادی گالوانیزه باید با یک توقف آچار برای جلوگیری از سوکت مبله از درگیر شدن سر پایین تر در طول نصب و راه اندازی.
گشتاور مورد نیاز برای شکستن دور سر بالا از سر پایین تر باید در تحمل به اضافه یا منهای ده درصد از ارزش طراحی کننده باشد.
پیچ و مهره سر شکستن دور و یا پیچ و مهره باید از 6101-T8 یا AA7075 استحکام بالا آلیاژ آلومینیوم یا فولاد ضد زنگ ساخته (فولاد زنگ نزن آستنیتی ANSI 300 سلسله) یا فولاد کم کربن و یا متوسط و مطابق با استاندارد ISO 898 کلاس اموال هم 8.8 یا 6.8 همراه با آجیل شش ضلعی از کلاس مناسب. هر ماده دیگر باید توسط مهندس مورد تایید.
anodization برای آلیاژ آلومینیوم باید با توجه به آمریکا مشخصات نظامی MIL-8025C.
بستن پیچ و مهره یا پیچ و مهره به با واشر بهار فولاد نوع بلویل طراحی شده برای آرامش بالقوه در تنش پیچ جبران مجهز می شود, واشر(بازدید کنندگان) باید حداقل آواره 50% از کل به عنوان تخت انحراف در گشتاور نصب و راه اندازی اسمی, واشر(بازدید کنندگان) باید یک انحراف بازیابی از حداقل 0.9 میلی متر به عنوان تفاوت بین ارتفاع لود و پس از آن تخلیه تعیین. تامین کننده می تواند دو واشر بلویل برای کنترل شل شدن پیچ گیره استفاده.
مواد واشر Belleville و دیگر عناصر بهار از 50CrV4 فولاد کروم وانادیم و یا Ck75 فولاد آلیاژی ساخته شده.
تست گشتاور پیچ
چهار گیره از مونتاژ فضا دمپر باید به AAAC "گریلی" هادی و یا به یک نوار از متصل 28.14 ± قطر 0.254 میلی متر. گشتاور باید به سر بالایی هر کدام از پیچ شکستن دور اعمال. رئیس نباید در یک مقدار دیگر از گشتاور نصب و راه اندازی طراحی کننده به اضافه یا منهای ده درصد شکستن دور. گشتاور مورد نیاز برای شکستن دور هر یک از سر بالا باید ثبت شود.
در گشتاور دو بار از اسمی گشتاور نصب و راه اندازی طراحی هیچ شکست قطعات وجود داشته باشد. گشتاور سپس باید ثبت شود.
سوابق باید از گشتاور سر پایین مقاومت در برابر ساخته شده, گشتاور شکست, و بخش(بازدید کنندگان) مجامع گیره که شکست.
STRUCTURALSTEEL
همه بخش ها از فولاد نورد و صفحات باید مطابق با آخرین نسخه از ASTM A572 درجه عرضه 60 با مقاومت بالا و کم فولاد آلیاژی کلومبیوم-وانادیوم فولاد با کیفیت ساختاری و GB / T 1591 درجه Q420, EN10025 S355J2 و GB / T 1591 درجه Q345, ASTM-A36 و GB / T 700 درجه Q235. علاوه بر الزامات ذکر شده در اینجا و در استانداردهای مربوطه, فولاد ارائه شده باید موارد زیر را مورد نیاز تست خم شدن مقاومت در برابر. با این حال, روش نیاز آزمون خم باید به عنوان در ASTM A370 دنبال.
|
نوع فولاد |
ضخامت مواد |
نسبت قطر خم به ضخامت نمونه در 180⁰ |
|
فولاد |
برای همه ضخامت |
1.5 |
|
فولاد کششی بالا مقطع تحصیلی 50 & 60 |
تا 25 میلی متر |
1.5 |
|
– |
بر فراز 25 میلی متر |
2.0 |
جمع آوری خطوط انتقال ساختار برج فولاد
آجیل, پیچ و مهره و واشر
برای همه نوع از برج, تمام اتصالات باید توسط پیچ و مهره امن, آجیل, واشر ساده و بهار. پیچ و مهره سر های شش گوش و آجیل شش ضلعی باید استفاده شود. فقط یک واشر ساده و یک واشر فنر در هر پیچ استفاده شود.
پیچ و مهره باید برای تحمل و تنها برشی و ساقه از تمام پیچ و مهره به جز U- پیچ و مهره باید به طور کامل از طریق تمام اعضای متصل گسترش طراحی شده. هنگامی که در پیچ و مهره موقعیت باید از طریق آجیل مربوطه نه کمتر از پروژه 2 طول موضوع و نه بزرگتر از 10 میلی متر. کاربران نباید در موضوع تحمل. واشر باید تحت تمام آجیل استفاده. پیچ و مهره باید عاری از باله شود, مقیاس و یا نقص دیگر و رئیس باید متحد المرکز و مربع با ساق پا. قطر ساقه باید کامل اندازه اسمی از پیچ و مهره می باشد. به پایان می رسد باید تیز و تمیز و از کانتور مناسب باشد.
همه U-پیچ و مهره باید برای طول کافی را به دو مهره استاندارد به علاوه ضخامت عضو و واشر رشته.
پیچ و مهره مرحله باید ارائه شود که در نقاشی نشان داده شده است.
آجیل باید از ارتفاع کافی باشد برای توسعه قدرت کامل از پیچ. مشاهده: باید پاره شود و یا پاره پاره و باید از کانتور مناسب باشد. آجیل باید پیچ و مهره مناسب پس از آنها گالوانیزه شده به طوری که آنها می تواند برای طول کامل از مهره با نخ آغاز شده و رشته با دست.
مناسب از مهره به پیچ باید طوری باشد که هیچ تکان های مهره رخ خواهد داد.
پیچ و مهره از همان اندازه باید قابل تعویض. ابعاد مربوط پیچ برای ساخت را می توان از DIN اشاره 7990 و مهره مطابق با استاندارد DIN 555 / ISO4034 طول پیچ و مهره باید محاسبه شود به جای ضخامت یک واشر بهار.
مواد پیچ و مهره باید با استاندارد ASTM A325 و / یا ISO مطابقت 898 استانداردهای.
ابعاد و مواد واشر بهار باید با توجه به DIN127 و 128.
حداقل 5% مازاد از پیچ و مهره, آجیل و واشر باید عرضه می شود برای مقابله با زیان آینده و نگهداری.
مواد ساخته باید خواص فیزیکی پایین تر از کسانی که مشخص نیست.
قطر سوراخ پیچ باید قطر اسمی از دکمه های تجاوز نمی علاوه 1.5 میلی متر.
پرکننده حلقه برای برج در مطابق با ابعاد داده شده در نقاشی عرضه می شود هیچ. NTDC/DESIGN/500KV/25. مواد پرکننده حلقه باید مطابق با خواص فولاد نرم مطابق استاندارد ASTM A36 باشد.
حداقل فاصله لبه پیچ و مهره از مرکز سوراخ پیچ به پایان عضو اندازه گیری به شرح زیر است:
- برای فشرده سازی کاربران: یک و یک و نیم قطر پیچ.
- برای تنش کاربران: در اتصال به پایان بیش از سه پیچ و مهره از راه دور پایان نباید کمتر از آن داده شده در (a) در بالا و یا مقدار زیر, هر کدام که بیشتر است.
GUARD BIRD
برای جلوگیری از پرندگان perching بلافاصله بالاتر از تعلیق / جهنده رشته عایق و رسوب همین کار را با رها کردن, نگهبانان پرنده مناسب باید در همه نوع برج ها ارائه. چوب گارد نوع پرنده باید در تمام اعضای ارائه / اعضای برکنار شده ارائه شده در طرح بالا و پایین مقطع بازو / شاهین ترازو / رونق / پرتو تعلیق. ارائه مناسب از گوه / صفحه بر روی تمام برج تعلیق تسهیل نصب و راه اندازی گارد پرنده پس از رشته فراهم شود.
فیلم های
500 KV شبکه برج زاویه ساختمانی
طرز کار
پایان کار و در طول باید از یک کیفیت به بهترین است که به هنر در حال حاضر برای این کلاس از کار شناخته شده برابر باشد. همه کار باید به دقت و با دقت انجام.
اعضاء بریده می شود به جست و خیز کردن و سوراخ باید حفر شود و یا پانچ به جست و خیز کردن. تمام سوراخ باید استوانه ای و عمود بر عضو شود. در صورت لزوم برای جلوگیری از اعوجاج از حفره های نزدیک به نقاط خم, سوراخ باید پس از خم شدن ساخته شده.
کار فولاد ساخته باید مطابق با نقاشی می شود, و حفاری, مشت زدن, برش و خم شدن باید به دقت و با دقت انجام برای جلوگیری از هر گونه احتمال بی نظمی رخ که ممکن است مشکل در نصب برج معرفی و یا در نتیجه زور زدن و یا اعوجاج از اجزاء و قطعات آنها.
خم
اعضای برج که خم سرد باید قبل از گالوانیزه نرمال. خم داغ ترجیح داده می شود. گرمایش باید در فر انجام, به طوری که عضو یکنواخت به فاصله حدود گرم است 150 میلی متر دو طرف نقطه خم. حرارت مناسب درمان روش باید به منظور حفظ خواص فیزیکی اصلی از فلز استفاده می شود. خم شدن اعضای ضخامت باید در یک پرس هیدرولیک با یک قالب مناسب کار برای جلوگیری از کمانش پا بی بند. این فرایند تحت تاثیر سریع اما از طریق مطبوعات در حال حرکت آهسته انجام شود.
پانچ & حفاری
پانچ و حفاری باید توسط روش های طراحی برای اطمینان از دقت انجام. مرکز هر سوراخ باید بیش از تغییر نمی 1.5 میلی متر از موقعیت خود و همچنین فاصله مرکز تا مرکز سوراخ های انتهایی در یک گروه از سوراخ ها نباید بیش از آن تغییر کند 1.5 میلی متر. وارد کردن و جوشکاری از سوراخ حفر شده، مجاز نمی باشد
آموزش, مشت و قالب باید تیز و درست باشد, و حفره باید دور شود, درست به اندازه, و عاری از لبه های پاره پاره و پلیسه.
سوراخ های پیچ باید قطر 1.5 میلی متر بزرگتر از قطر اسمی پیچ.
بهتر به ساخت است, مهر زنی و حفاری که با استفاده از یک تکنیک برنامه کامپیوتری مدرن انجام.
تمام سوراخ در مواد بیش از 19.0 میلی متر در ضخامت هم باید حفر شود و یا زیر حفر و Reamed از.
برای فولاد کششی بالا (نقطه عملکرد برابر یا بیشتر از 35 کیلوگرم / میلی متر²) سوراخ باید به طور مستقیم در قطر قطعی حفر و یا مشت و Reamed از خارج. تفاوت بین قطر مشت و Reamed از باید در حداقل باشد از 4mm.
قالب برای تمام سوراخ زیر مشت, و مته برای سوراخ های زیر حفر, باید حداقل باشد 1.5 میلی متر کوچکتر از قطر پیچ. دست خوش پیشامد میشه برای بزرگ سوراخ مجاز نمی باشد.
WELDING
جوش از اعضای ساختار, پر کردن و یا متصل کردن قطعات معیوب و سوراخ mispunched باید در ساخت برج اجازه داده نمی شود. هنگامی که سوراخ ها mispunched به طوری که بخش خالص عضو کاهش می یابد, عضو باید دور انداخته شود. با این حال, اگر جوش نمی توان اجتناب کرد و در ساختار قطعات خاص مورد نیاز است, از جمله برای صفحات / دلبستگی تقلب, اخذ اجازه کتبی قبلی باید به دست آمده باشد. در چنین مواردی روش جوش باید با استانداردهای D1.1M ANSI / AWS مطابق. مراقبت های ویژه باید در مورد جوشکاری مهر و موم انجام شود تا مطمئن گالوانیزه مناسب و برای جلوگیری از اسید "خونریزی" در جیب در ساختارهای.
الزامات عمومی برای ساخت
برج باید با ابعاد اعضا با توجه به نقاشی تصویب ساخته شود. هیچ جایگزینی زاویه باید برای پا اصلی مجاز, اعضای متقاطع بازو و خرد. با این حال، جایگزینی اعضا برای سایر اعضای برج و اعضای اضافی یا ثانویه ممکن است با تأیید قبلی مهندس مجاز باشد.. در چنین حالتی تعداد کل تعویض عضو پنج تجاوز نمی (5)
کمک هزینه برای پوشش های آبکاری
کمک هزینه باید در ابعاد سنج ضخامت گالوانیزه و از شکل ممکن از فیله spelter داخل زاویه ساخته شده به طوری که برای پاکسازی نعوظ کافی بعد از گالوانیزه.
نقاشی
- فروشگاه اطلاعات نقاشی:
نقاشی های دقیق باید جزئیات فروشگاه از جمله ابعاد نشان, قیچی و برش, مشت زدن, برش مورب, خم و شناسایی علامت و وزن برای هر عضو.
- نصب نقاشی:
نقاشی نصب باید مونتاژ کامل از ساختار نشان می دهد به وضوح موقعیت از اعضای نشان. هر عضو باید قطعه مشخص شده اند و تعداد و طول پیچ و مهره باید برای هر اتصال داده. جزئیات فروشگاه ممکن است یا توسط بخش مونتاژ نشان داده شده است (درجا) و یا قطعه قطعه (زدم پایین).
- نقاشی جای پای نصب و راه اندازی:
نقاشی نعوظ جای پای نشان دادن هر یک از اعضای با علامت شناسایی آن, تعداد و اندازه پیچ و مهره اتصال و تمام ابعاد مورد نیاز برای تنظیم مناسب و موقعیت از مبنایی زاویه خرد در ارتباط با مرکز ساختار.
- لایحه از مواد:
لایحه از مواد به هر برج باید مقدار را نشان می دهد, نوع, اندازه, طول; وزن و مونتاژ علامت برای هر عضو, از جمله پیچ و مهره, واشر, صفحات و اتصالات کامل برای هر ساختار.
- طراحی طرح کلی:
سازنده باید دیاگرام تک خطی از نقشه های دقیق است که باید اطلاعات کامل مانند ابعاد و عضو نشان آماده, اندازه زاویه.
آزمون های سازنده
سازنده باید دو نمونه از هر گرما به انجام آزمایش های زیر را انتخاب کنید به او را برآورده سازد که محصولات مطابق با مشخصات.
برای بخش ها و صفحات
- ترکیب شیمیایی (تحلیل بند بند سطل)
- تست های کششی
- تست خم
برای آجیل و مهره
- آزمون بار اثبات
- آزمون مقاومت کششی نهایی
- آزمون استحکام کششی نهایی تحت بار خارج از مرکز
- تست خم شدن سرد
- آزمون سختی
- آزمون گالوانیزه
برای واشر و حلقه پرکننده
- آزمون سختی
- آزمون گالوانیزه
سازنده باید یک رکورد از آزمایش او را برای معاینه توسط بازرس انجام حفظ.
تست نمونه اولیه برج مجمع
به یک برج آن از هر نوع از حداکثر ترکیبی ارتفاع بدن و پا پسوند باید فروشگاه مونتاژ و عمودی / افقی بر روی یک بستر پی مناسب ساخته برای اطمینان از مناسب مناسب از تمام نقاط. زیر باید در نظر طول نمونه مونتاژ برج نگه داشته.
- هر یک از اعضای دقت بررسی کنید در حالی که مونتاژ نمونه اولیه به تجدید نظر و اصلاح نقشه های دقیق با توجه به راه حل درست;
- برای هر عضو, طول, موقعیت سوراخ و رابط با دیگر اعضای باید دقت برای تناسب اندام مناسب بررسی می شود;
- تعداد هر یک از اعضای و پیچ و مهره باید به دقت از از مواد لایحه چک هنگام مونتاژ نمونه اولیه;
- در برج مونتاژ تغییرات نهایی باید مورد بررسی قرار گیرد و انجام, در صورت لزوم, بدون تغییر عملکرد ساختار; و
- نقشه ها و صورتحساب مواد, اندازه پیچ و مهره, پرکننده و غیره. باید قرار داده می شود تا به روز بر این اساس, در تمام جزئیات قبل از شروع تولید انبوه.
پست های مرتبط

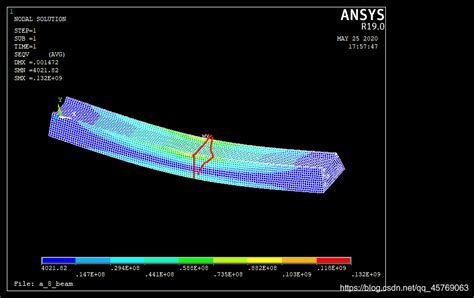
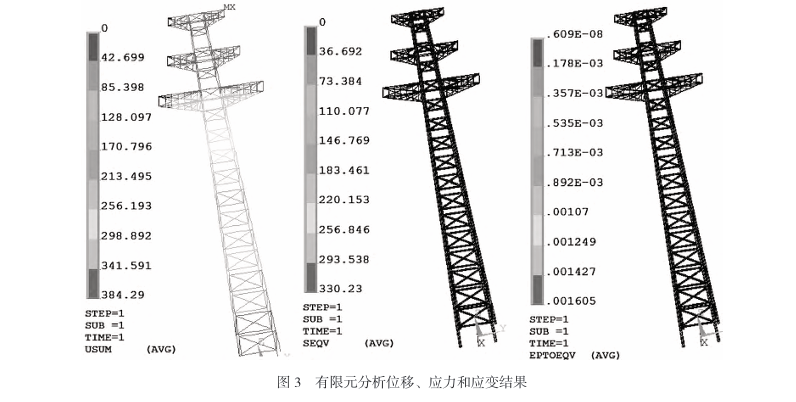
تجزیه و تحلیل ظرفیت باربری یک برج فولادی خط انتقال نیرو، پیچیدگی و اهمیت طراحی سازه و فونداسیون را برجسته می کند.. با درک تأثیر متقابل بارها, خواص مواد, و عوامل محیطی, مهندسان می توانند عملکرد برج را بهینه کرده و از قابلیت اطمینان در شبکه های قدرت اطمینان حاصل کنند. جداول و مطالعات موردی بهترین شیوه ها و ملاحظات طراحی را بیشتر نشان می دهند.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}