
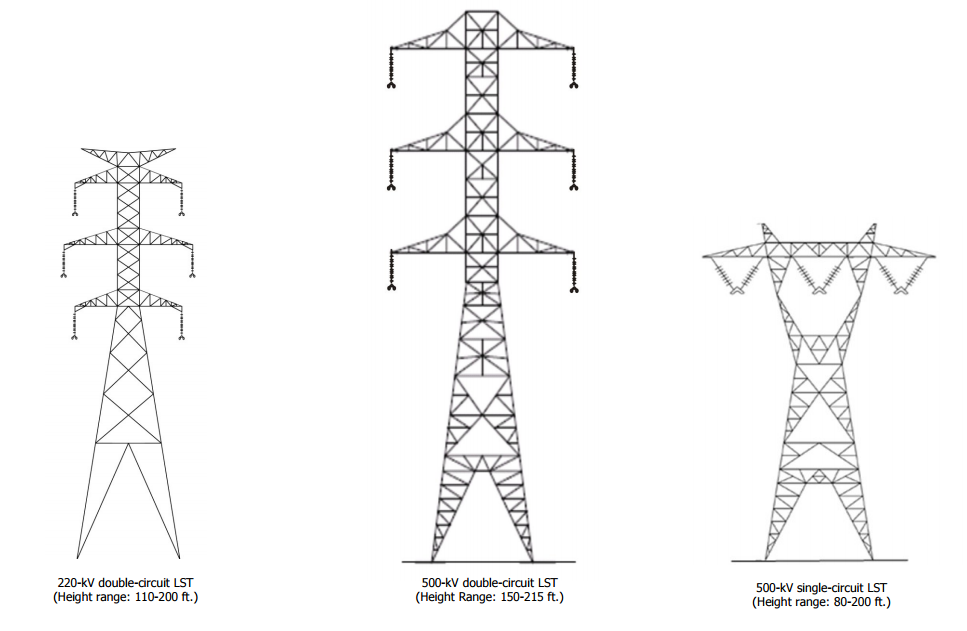
500 tour d'angle réseau KV conception et d'essai

angle tour de transmission en acier
novembre 7, 2018tour de pôle de communication de tour monopôle
novembre 18, 2018
PINCES ET BOULONS POUR TOUR EN ACIER EN TREILLIS
pinces, qui sont fixées avec des boulons, doivent être munis de têtes sécessionnistes ou casquettes et des rondelles appropriées. Les boulons doivent être lubrifiés avec un lubrifiant approprié.
Les pinces doivent être conçus de sorte qu'ils asseoir fermement et en douceur sur le conducteur avec une pression suffisante pour compenser le fluage, écoulement à froid, et / ou l'imbrication.
La pince de bras est en alliage d'aluminium à la hauteur des exigences de conception. Le bouchon de serrage est également en alliage d'aluminium.
La pince de bras et le chapeau de serrage ont chacune une longueur efficace en appui sur le conducteur d'au moins 70 mm pour le métal à surface pinces. rayons de sortie sont exclus pour répondre à cette exigence.
boulonnés pinces de montage d'écartement doivent pouvoir résister à un couple égal au double du couple d'installation de conception nominale, sans défaillance de composants lorsqu'il est installé sur le conducteur. Cette valeur est obtenue en appliquant le couple à la tête inférieure du boulon de rupture ou de vis d'assemblage.
les boulons de serrage est en alliage d'aluminium M16 ou en acier inoxydable minimum M12 avec une tête de cisaillement de type break-away boulon du boulon tête de cisaillement détachable type ou vis à tête cassable pour boulons en acier galvanisé doit être muni d'une butée de clé pour empêcher la douille d'engager la tête inférieure lors de l'installation.
Le couple nécessaire pour rompre avec la tête supérieure de la tête inférieure est une tolérance de plus ou moins dix pour cent de la valeur nominale du fournisseur.
Les boulons à tête de rupture ou de distance vis à tête cylindrique sont fabriqués à partir de 6101-T8 ou en alliage d'aluminium à haute résistance ou en acier inoxydable AA7075 (acier inoxydable austénitique ANSI 300 séries) ou en acier au carbone faible ou moyenne et conformément à la norme ISO 898 catégorie de biens soit 8.8 ou 6.8 ensemble avec des écrous hexagonaux de classe appropriée. Tout autre matériel doit être approuvé par l'ingénieur.
L'anodisation en alliage d'aluminium doit être conforme aux spécifications américaines militaires MIL A-8025C.
des boulons de serrage ou des vis d'assemblage sont à être équipé de rondelles élastiques de type Belleville en acier conçus pour compenser un relâchement potentiel de la tension du boulon, la rondelle(s) est déplacé au moins 50% de la déviation totale à plat au couple nominal d'installation, la rondelle(s) doit avoir une déviation récupérable d'au moins 0.9 mm telle que déterminée par la différence entre la hauteur à vide chargée et ultérieur. Le fournisseur peut utiliser deux rondelles Belleville pour contrôler le relâchement du boulon de serrage.
Le matériau de la rondelle Belleville et d'autres éléments de ressort sont réalisés en acier au chrome-vanadium ou d'acier non allié 50CrV4 Ck75.
Bolt couple d'essai
Les quatre pinces de l'amortisseur d'écartement doivent être fixés au conducteur AAAC « Greeley » ou à une barre de 28.14 ± diamètre 0,254 mm. Couple doit être appliqué à la tête supérieure de chaque boulon cassable. La tête ne doit pas se détacher à une valeur autre que le couple d'installation de conception plus ou moins dix pour cent du fournisseur. Le couple nécessaire pour rompre chaque tête supérieure doit être enregistrée.
il n'y aura pas de défaillance de composants à un couple de deux de couple d'installation de conception nominale. Le couple est alors enregistré.
Les dossiers doivent être faits de la tête inférieure supporter le couple, couple de défaillance, et la partie(s) des ensembles de serrage qui ne.
STRUCTURALSTEEL
Tous les profilés en acier laminé et les plaques doivent être fournis conformément à la dernière édition de la norme ASTM A572 grade 60 Haute résistance faiblement allié Columbium-Vanadium acier de qualité structurale et GB / T 1591 Niveau Q420, EN10025 S355J2 et GB / T 1591 Niveau Q345, ASTM-A36 et GB / T 700 Catégorie Q235. Outre les exigences spécifiées ci-dessus et dans les normes applicables, l'acier proposé doit résister aux exigences d'essai de pliage suivantes. toutefois, procédure d'exigence d'essai de pliage doit être suivie selon la norme ASTM A370.
|
Type d'acier |
Epaisseur du matériau |
Ratio de courbure de diamètre à l'épaisseur de l'échantillon à 180⁰ |
|
Acier doux |
Pour toutes les épaisseurs |
1.5 |
|
Acier haute résistance Qualité 50 & 60 |
Jusqu'à 25 mm |
1.5 |
|
– |
Plus de 25 mm |
2.0 |
Assembler la structure de lignes de transmission tour en acier
DES NOISETTES, ET RONDELLES BOULONS
Pour tous les types de tours, toutes les connexions doivent être fixées par des boulons, des noisettes, rondelles plates et ressort. boulons à tête hexagonale et les écrous hexagonaux doivent être utilisés. Une seule rondelle plate et une rondelle ressort par boulon doit être utilisé.
Les boulons doivent être conçus pour ne portant et le cisaillement et la tige de l'ensemble des boulons, à l'exception des boulons en U doivent s'étendre complètement à travers tous les membres connectés. Lorsque dans les boulons de position doivent se projeter à travers les écrous correspondants ni moins que 2 les longueurs de fil, ni supérieure à 10 mm. Les membres ne portent pas sur un fil. Rondelles doivent être utilisées sous tous les écrous. Les boulons doivent être exempts de nageoires, échelle ou d'autres défauts et la tête doivent être concentriques et carrées avec la tige. Le diamètre de la tige doit être pleine dimension nominale des boulons. Les extrémités sont aiguisés et propres et du contour approprié.
Tous les boulons en U sont enfilés sur une longueur suffisante pour prendre deux écrous standard, ainsi que des épaisseurs de membres et de lave.
boulons Step doivent être fournis comme indiqué sur les dessins.
Les noix sont de taille suffisante pour développer toute la force du boulon. Les discussions ne doivent pas être déchirés ou en lambeaux et doivent être de contour approprié. Les écrous doivent s'adapter les boulons après ont été galvanisés afin qu'ils puissent démarrer et enfilés à la main sur toute la longueur du filetage du boulon.
L'ajustement de l'écrou sur le boulon doit être telle qu'aucun basculement de l'écrou se produira.
Écrous et de boulons de la même taille doivent être interchangeables. Les dimensions relatives des boulons pour la fabrication peuvent être appelés à partir DIN 7990 et l'écrou selon la norme DIN 555 / ISO4034 La longueur des boulons est calculée pour tenir compte de l'épaisseur d'une rondelle élastique.
Matériau des boulons et écrous doivent être conformes à la norme ASTM A325 et / ou ISO 898 normes.
Les dimensions et les matériaux des rondelles de blocage à ressort doivent être conformes à DIN127 et 128.
Au moins 5% surplus de boulons, écrous et rondelles doivent être fournis pour faire face à des pertes et à l'entretien futur.
Le matériau fabriqué ne doit pas avoir des propriétés physiques inférieures à celles spécifiées.
Bolt diamètre du trou ne doit pas dépasser le diamètre nominal de l'attache, plus 1.5 mm.
des charges annulaires pour les tours à être fournis en conformité avec les dimensions indiquées dans le dessin n. NTDC/CONCEPTION/500KV/25. Le matériau de la bague de remplissage doit être conforme aux propriétés de l'acier doux conformément à la norme ASTM A36.
Les distances de bord minimum de boulons mesurée à partir du centre du trou de boulon à l'extrémité de l'élément sont fixés comme suit:
- Pour les membres de compression: L'un et demi le diamètre de boulon.
- Pour les membres de tension: Dans une connexion fin pas plus de trois boulons la distance de fin ne doit pas être inférieure à celle donnée dans (une) ci-dessus ou une quantité, selon le plus élevé.
GARDE BIRD
Pour éviter que les oiseaux se percher immédiatement au-dessus des chaînes d'isolateurs suspension / cavalier et l'encrassement même à l'abandon, gardes d'oiseaux appropriés doivent être fournis sur tous les types de tours. garde d'oiseaux de type scie est fournie sur tous les membres / membres redondants fournis sur le plan haut et en bas de la traverse / poutre / bras / poutre de suspension. fourniture appropriée de cale / plaque à fournir sur toutes les tours de suspension facilitant l'installation de garde d'oiseaux après corder.
VIDÉOS
500 angle treillis KV tour Construction
MAIN D'OEUVRE
tout au long de la fabrication et la finition est d'une qualité égale à la meilleure qui est connu de l'art à l'heure actuelle pour cette catégorie de travail. Tous les travaux doivent être soigneusement et avec précision effectuée.
Les membres sont coupés à la turlutte et les trous doivent être percés ou des coups de poing au gabarit. Tous les trous doivent être cylindrique et perpendiculairement à l'élément. En cas de besoin pour éviter une distorsion de trous à proximité des points de virages, les trous doivent être faits après pliage.
travail en acier fabriqué doit être conforme aux dessins, et le forage, perforation, découpe et le pliage doivent être effectués avec soin et précision afin d'éviter toute possibilité d'irrégularités qui pourraient se produire introduire des difficultés à l'érection de tours ou entraîner une distorsion ou déformation des parties.
PLIANT
les membres de la tour qui sont pliés à froid doivent être normalisées avant la galvanisation. cintrage à chaud est préférable. Le chauffage doit être effectué dans un four, de sorte que l'élément est uniformément chauffé à une distance d'environ 150 mm de part et d'autre du point de courbure. les procédures de traitement thermique approprié doit être utilisé afin de préserver les propriétés physiques d'origine du métal. Flexion des membres d'épaisseur doit être fait dans une presse hydraulique avec une filière appropriée pour empêcher le flambage d'une jambe sans retenue. Ce processus ne doit pas se faire sous l'impact rapide, mais à travers une presse se déplaçant lentement.
PERFORATION & FORAGE
Poinçonnage et le perçage doivent être effectués par des méthodes conçues pour assurer l'exactitude. Le centre de tout trou ne doit pas varier de plus de 1.5 mm de sa position, la distance centre à centre des trous d'extrémité d'un groupe de trous ne doit pas non plus varier de plus de 1.5 mm. Et le soudage des colmatage des trous forés ne doivent pas être autorisés
Les forets, poinçons et matrices doivent être forte et vraie, et les trous doivent être ronds, à la bonne taille, et exempt de bavures et les bords déchiquetés.
trous de boulons ont un diamètre 1.5 mm plus grand que le diamètre nominal du boulon.
Il est préférable d'avoir la fabrication, poinçonnage et le perçage effectués au moyen d'une technique de programme informatique moderne.
Tous les trous dans les matériaux plus 19.0 mm d'épaisseur, soit doit être percé ou sous-percé et alésé.
Pour acier à haute résistance (limite d'élasticité égale ou supérieure à 35 kg / mm²) les trous seront forés directement au diamètre définitif ou des coups de poing et alésés sur. La différence entre le diamètre coups de poing et alésé doit être au minimum de 4 mm.
La filière pour tous les trous de sous-perforé, et le foret pour percer des sous-percés, sont au moins 1.5 mm plus petit que le diamètre du boulon. Dérivant pour agrandir les trous ne sont pas autorisés.
SOUDAGE
Soudage des membres de la structure, le remplissage ou le colmatage des pièces défectueuses et des trous mispunched ne sont pas autorisés dans la fabrication de la tour. Lorsque les trous sont mispunched de telle sorte que la partie nette d'un membre diminue, le membre doit être mis au rebut. toutefois, si le soudage ne peut être évité et il est nécessaire dans certains composants de la structure, comme pour les plaques d'accrochage / de fixation, l'approbation écrite préalable doit être obtenue. Dans de tels cas, les procédures de soudage doivent être conformes aux normes de D1.1M ANSI / AWS. Une attention particulière doit être prise en ce qui concerne le soudage d'étanchéité pour assurer une bonne galvanisation et d'éviter l'acide « saignant » au niveau des poches dans les assemblages structuraux.
EXIGENCES GÉNÉRALES DE FABRICATION
Les tours doivent être fabriquées ayant des tailles de membres selon les plans approuvés. Aucune substitution d'angle est autorisé pour la jambe principale, traverses et talons. Cependant, la substitution de membres à d'autres membres de la tour et les membres redondants ou secondaires peuvent être autorisés avec l'approbation préalable de l'ingénieur.. Dans ce cas, le nombre total de substitution des membres ne dépasse pas cinq (5)
PROVISION POUR GALVANISATION
L'allocation doit être faite dans les dimensions de jauge pour l'épaisseur de galvaniser et la formation éventuelle de filets Mattes à l'intérieur des angles pour permettre le dégagement de l'érection adéquate après galvanisation.
DESSIN
- Boutique Détails Dessins:
Les dessins détaillés doivent afficher les détails d'atelier y compris les dimensions, tonte, perforation, coupe en biseau, la flexion et la marque d'identification et le poids de chaque membre.
- Dessins érectiles:
Les plans de montage doivent montrer l'ensemble complet de la structure indiquant clairement le positionnement des membres. Chaque élément doit être marqué pièce et le nombre et la longueur des boulons est donnée pour chaque connexion. Boutique de détails peuvent être représentés soit par sections assemblées (en place) ou pièce par pièce (renversé).
- Dessins d'installation Footing:
dessins de montage Footing montrant chaque membre de sa marque d'identification, nombre et la taille des boulons de connexion et toutes les dimensions nécessaires pour le réglage et le positionnement de l'angle de talon des semelles par rapport au centre de la structure.
- Nomenclatures:
Nomenclatures pour chaque tour doivent indiquer la quantité, type, Taille, longueur; Note de poids et d'assemblage pour chaque membre, y compris les boulons, jusqu'à la clientèle, plaques et tous les raccords effectués pour chaque structure.
- Dessin au trait:
Le fabricant prépare unifilaire des dessins détaillés qui doivent montrer l'ensemble des informations telles que les dimensions et membre, tailles d'angle.
TESTS DU FABRICANT
Le fabricant doit choisir deux échantillons de chaque chaleur pour effectuer les tests suivants pour lui assurer que les produits sont conformes aux spécifications.
Pour les sections et plaques
- Composition chimique (Analyse louche)
- Essais de traction
- Essais de pliage
Pour écrous et boulons
- Preuve Test de charge
- Test de résistance à la traction ultime
- Test de résistance à la traction sous charge excentrique
- essai de pliage à froid
- Test de duretée
- Test galvanisation
Pour les laveuses et fillers Anneau
- Test de duretée
- Test galvanisation
Le fabricant doit tenir un registre des tests effectués par lui pour examen par l'inspecteur.
PROTOTYPE ESSAI TOUR ENSEMBLE
Une tour de chaque type de combinaison maximale de la hauteur du corps et l'extension des jambes est magasin assemblé et érigé verticalement / horizontalement sur un lit de fondation appropriée pour assurer un bon ajustement de toutes les parties. A la suite doivent être conservés en vue lors du montage de la tour prototype.
- Vérifiez soigneusement chaque membre lors de l'assemblage du prototype de réviser et de modifier les plans détaillés en fonction de la bonne solution;
- Pour chaque membre, la durée, position des trous et de l'interface avec les autres membres doivent être vérifiés avec précision pour une bonne condition physique;
- Quantité de chaque membre et des boulons doit être soigneusement vérifié de la nomenclature lors du montage du prototype;
- Sur les éventuelles modifications tour assemblées doivent être examinées et exécutées, si nécessaire, sans modifier la fonctionnalité de la structure; et
- Dessins et nomenclature, tailles de boulons, des charges, etc.. est mis en conséquence la mise à jour, dans tous les détails avant de commencer la production de masse.
Articles Similaires

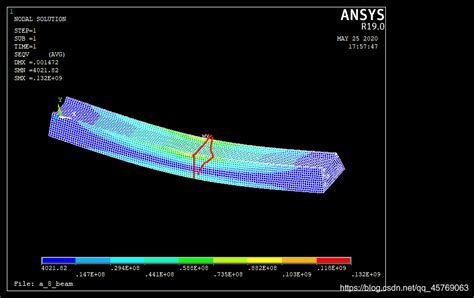
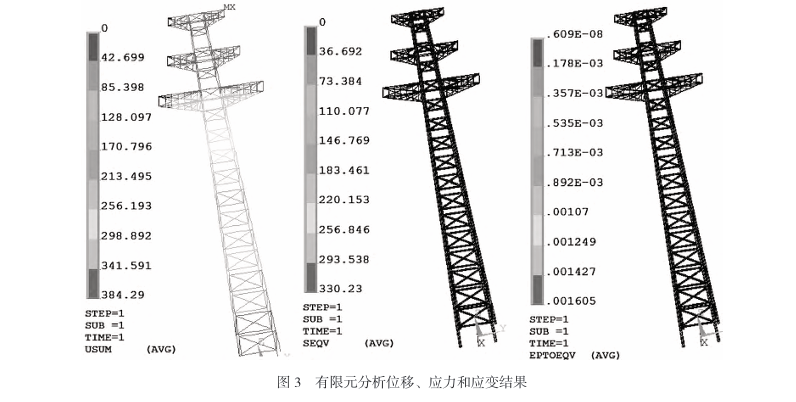
L'analyse de la capacité portante d'une tour en acier d'une ligne de transport d'électricité met en évidence la complexité et l'importance de la conception de la structure et des fondations.. En comprenant l'interaction des charges, propriétés matérielles, et facteurs environnementaux, les ingénieurs peuvent optimiser les performances des tours et garantir la fiabilité des réseaux électriques. Des tableaux et des études de cas illustrent davantage les meilleures pratiques et les considérations de conception..

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}