
Keperluan galvanizing , 230 kV menara talian penghantaran, bahagian kedua

Sebuah menara komunikasi yang anda tidak boleh melihatnya – menara menyamar sebagai pokok
Mac 24, 2018
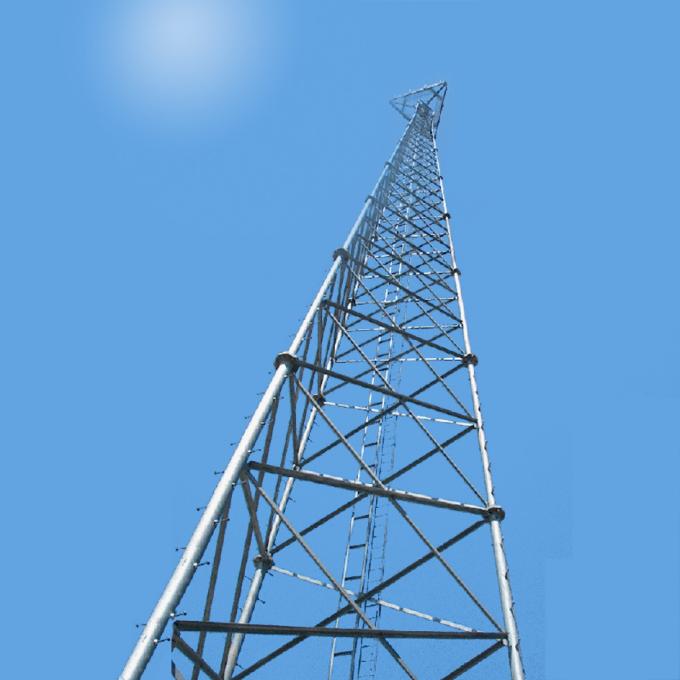
Jenis Transmission Line Towers dan Konfigurasi – digunakan tegang OPGW
Mac 31, 2018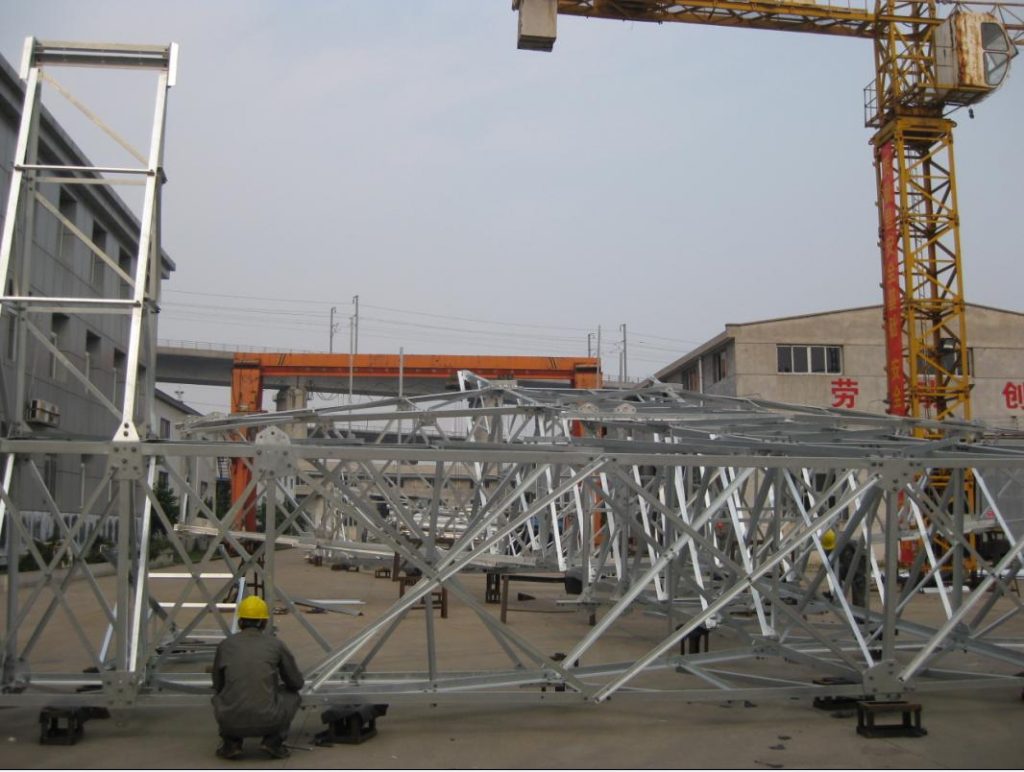
talian penghantaran Keperluan Steel Tower Galvanizing
Kecuali jika dinyatakan sebaliknya, semua besi dan keluli yang digunakan dalam pembinaan Kerja Kontrak hendaklah galvanized selepas menggergaji, ricih, penggerudian, tebukan, pengisian, lenturan dan pemesinan selesai.
Galvanizing hendaklah dilaksanakan mengikut EN-ISO 1461.
untuk merangsang, hanya relau bagas asal zink mentah hendaklah digunakan, yang hendaklah mempunyai ketulenan 98.5%.
Salutan zink hendaklah seragam, bersih, lancar dan bebas daripada spangle yang mungkin. Galvanizing hendaklah digunakan oleh proses celup panas dan hendaklah terdiri daripada lapisan mempunyai sekurang-kurangnya ketebalan yang ditunjukkan dalam jadual di bawah:
|
Komponen Line Overhead |
Coating Ketebalan (mikrometer) |
|
Tidak Bidang Pencemaran Penting |
|
|
menara |
85 |
|
Fittings Line |
85 |
|
Bolts, skru, Nuts, pencuci > 20mm dia |
55 |
|
Bolts, skru, Nuts, pencuci < 20mm dia |
45 |
Tower kerja keluli, kelengkapan dan pemasangan yang menerima peningkatan ketebalan galvanizing hendaklah mudah dikenal pasti dan boleh dibezakan daripada bahan yang mempunyai ketebalan galvanizing am. Tanda pengenalan, markah bar dan lain-lain pada kerja keluli, kelengkapan dan bahan-bahan perhiasan hendaklah menjadi pra-tetap dengan "X" untuk maksud galvanizing tambahan.
bahan-bahan menara keluli hendaklah dirawat dengan natrium dikromat atau penyelesaian Preton W20 selepas galvanizing untuk mencegah pembentukan karat putih (kesan simpanan putih).
bolt, kacang, pencuci, Locknuts dan perkakasan yang seumpama itu boleh tergalvani mengikut piawaian yang berkaitan. Spelter lebihan hendaklah dikeluarkan oleh berputar empar.
jawatan yang berkaitan
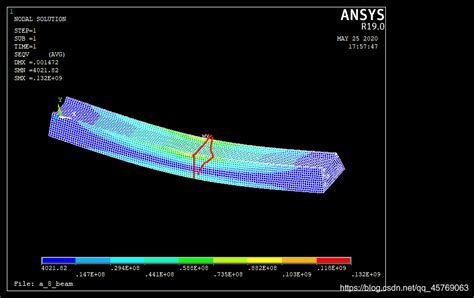
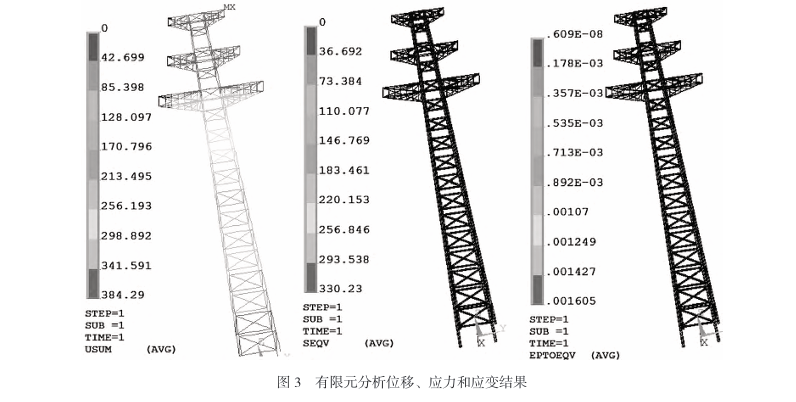
Analisis kapasiti galas menara keluli talian penghantaran kuasa menyerlahkan kerumitan dan kepentingan reka bentuk struktur dan asas.. Dengan memahami interaksi beban, sifat bahan, dan faktor persekitaran, jurutera boleh mengoptimumkan prestasi menara dan memastikan kebolehpercayaan dalam rangkaian kuasa. Jadual dan kajian kes seterusnya menggambarkan amalan terbaik dan pertimbangan reka bentuk.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}