
132Линия передачи КВ оцинкованной стали башня решетки детализация и оценки

132киловольт,230киловольт,380киловольт,400кВ ЛЭП стальная башня Расчетные нагрузки
апрель 2, 2018
Power Transmission Угловая стальная башня Сборочный материал
апрель 6, 2018
Магазин детализация и оценка
Перед тем как покинуть завод производителя все члены башни должны быть жесткий штамп с отличительными номерами и / или букв, соответствующих отличительных цифр и / или букв по утвержденным чертежам или списки материалов, которые будут представлены Подрядчиком. Возведение знаки должны быть расположены на элементе, так что, после сборки и монтажа, все участники могут быть индивидуально идентифицированы.
Возведение знаки должны быть штамп, прежде чем цинкование и должны быть четкими после цинкования. Необходимо следить за тем, чтобы различать различные марки стали.
Возведение маркировка должна включать стандартную башню номенклатуры, как указано в Пункте B1.5.9.
Возведение знаки должны также включать в номенклатуру, чтобы идентифицировать все элементы с увеличенной толщиной цинкования, как описано в Пункте B1.5.5.1
Все соединения башни должны быть болтами, если не указано иное.
Если это возможно, два отверстия для болтов должны быть на одном конце всех диагональных связей, и во всех других местах, где это может быть необходимо, чтобы дрейфовать член на место.
Сращивания разрабатывают максимальные напряжения в членах без кредита для данного стыковых соединений. Где используются поясные сращивания, допустимые проектные напряжения должны быть уменьшены путем 30 процент. Количество сварок должно быть минимальным, практически.
Эксцентриситет соединений должна быть уменьшена до наименьшей стоимости практически. Все участники веб должны быть в одной части, где это возможно, и все члены двойных диагональных веб-системы должны быть соединены в точке их пересечения, по меньшей мере, один болт.
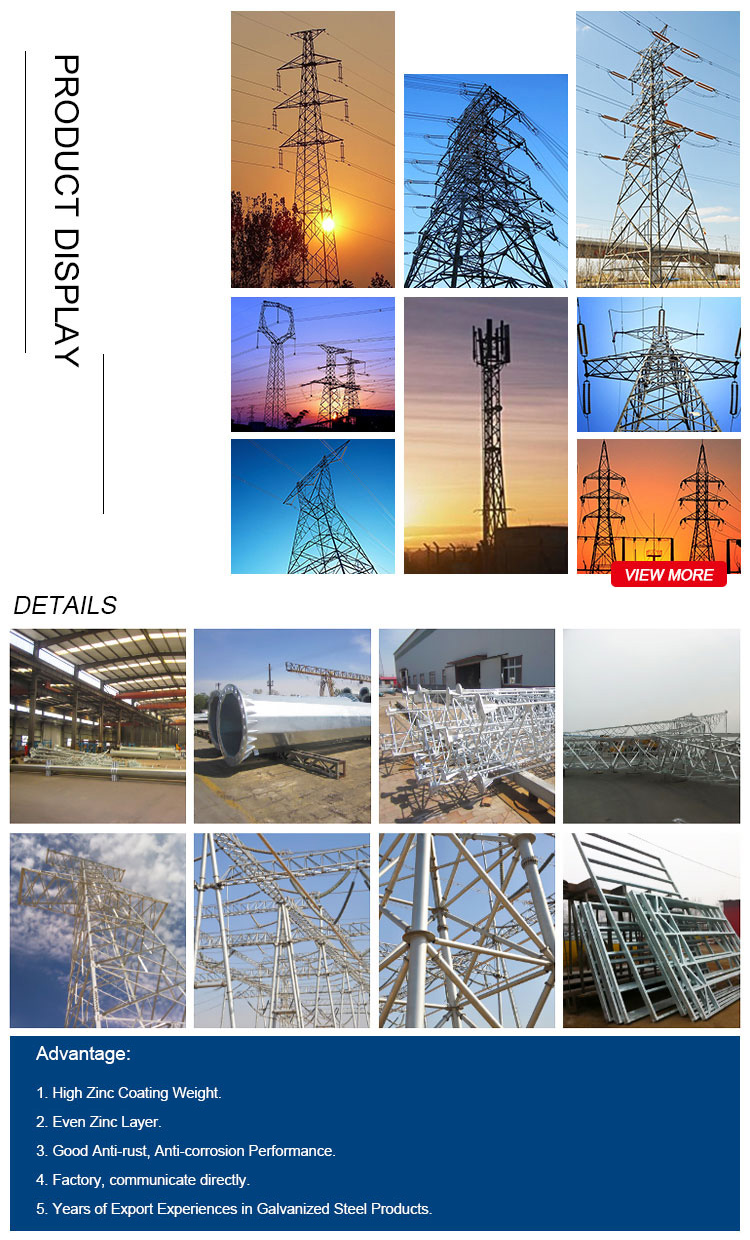
1. наименование товара: Power Tower Transmission / Связь башня
2. Место происхождения: HENGSHUI, Китай (материк)
3. башенный тип: ангел Стальная башня
4. Tower Usage: башня связи, башня стержень освещения, Радио и телевизионная башня, ПС архитектура, Телекоммуникационная башня
5. стандарт: ГБ ANSI DIN ISO JIS
6. материал: Обычно Q345B / A572, минимальный предел текучести>= 345n / мм2, Q235B / A36, минимальный предел текучести>= 235n / мм2, А также Горячекатаные катушки от Q460 ,ASTM573 GR65, GR50 ,SS400, SS490, к ST5
7. Дизайн Высота: 20-80м
8. Обработка поверхности: Горячая ближнего оцинкованной следующие ASTM A123, или любой другой стандарт в соответствии с требованиями
9. Режим соединения: Болтовое соединение&сварка
10. Номинальное напряжение Диапазон: 10KV-1000KV
11. сертификация: ЕС, SGS, МАФ, CNAS, ISO9001:2015, ISO14001:2004, OHSAS 18001:2007
12.Produce Стиль: Производство в соответствии с требованиями заказчика по чертежам или конструкции.
щелевой угол железа, оцинкованный Уголки 5мм, алюминий угол железа, Угол гальванизирует горячее погружение, Перфорированный угол железа, стали оцинкованной угол железа, угловое железо, горячая сталь угла оцинкованной, 45 Степень угол железа
Подчеркнутые члены должны быть соответствующим образом усилены, где выдающийся нога блокированы.
Все члены, которые имеют угол до 30 вы. с горизонтальным должен быть тщательно подробно, чтобы гарантировать, что персонал не будет постоянно искажают их. Нагрузку 150 кг будут рассматриваться для строительства или технического персонала.
Сростки в ногах башен или расширения должны быть расположены непосредственно над горизонтальными элементами, если возможно, или выше диагональных соединений скрепляющих.
Пята внутреннего угла угла сращивания должна быть отшлифована, чтобы соответствовать филе внешнего угла. Участники башни должны иметь плоские поверхности, когда это возможно.
Тарелки или другие одобренные средства крепления проводника изоляторов, экранировать провода оборудования и должны быть предусмотрены перемычки изоляторы.
Специальные отверстия должны быть предусмотрены для наезда устройств, знаки опасности, номер башни признаков и соединение заземления башни в соответствии с чертежами.
Все члены, несущие только напряжение должны быть подробно описаны короче, чем теоретически рассчитанной длина. члены 3 м или менее в длине должны быть детально 3 мм короче.
Unspliced члены больше, чем 3 м в длину, должны быть подробно коротко на величину, равную 1.5 мм для каждого 3 м длины или основной фракции их плюс 1.5 мм, с максимумом 6 мм.
Для натяжения только сращены члены, количество дро вычисляется, как описаны выше для общей длины должно быть увеличено на дополнительном 1.5 мм.
Подробности магазина должны указать сумму, на которую был сокращен каждый член.
Подрядчик должен обратить особое внимание на обеспечение того, чтобы все длинные члены достаточного сечения так, что после штамповки они будут выдерживать обычную грубую обработку в процессе дальнейшего изготовления, отгрузка, разгрузка и монтаж.
Расстояние между болтами, различных размеров, краевые расстояния и минимальные размеры углов должны быть следующими (все выражены в мм):
– Диаметр болтов 12 14 16 20 22 24 27 30
– Расстояние до выреза кромки в направлении
нагрузки 20 23 25 30 35 40 45 50
– Расстояние до выреза кромки в направлении
нагрузка для сращивания и вешалок из
поперечина 25 30 35 40 45 50 55 65
– Расстояние до края перпендикулярно
направление нагрузки 16 18 20 25 27 30 34 38
– Расстояние между отверстиями 35 40 44 54 59 64 70 80
– Минимальная ширина ножки угла 35 40 45 60 65 70 75 80
Расстояния до выреза кромки и свернутой кромки и между отверстиями измеряются от центра отверстия.
Где это возможно, расстояние должно быть не менее трех диаметров болтов. Краевые расстояния, указанные выше, не должны быть уменьшены при перспективе за счет прокатки допусков.
Где это возможно, болты должны быть расположены так, чтобы торцовый ключ может быть использован, чтобы затянуть болт.
Плоские шайбы должны быть, как правило, в соответствии с BS 4320 следующей толщины:-
– 12 а также 14 мм болты шайбы 2.5 мм толщины
– 16 а также 20 мм болты шайбы 3.0 мм толщины
– 24 а также 30 мм болты шайбы 4 0 мм толщины.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}