
гальванизации Требования , 230 кВ башня ЛЭП, часть вторая

Башня связи вы не можете увидеть его – башни, замаскированный под деревьями
Март 24, 2018
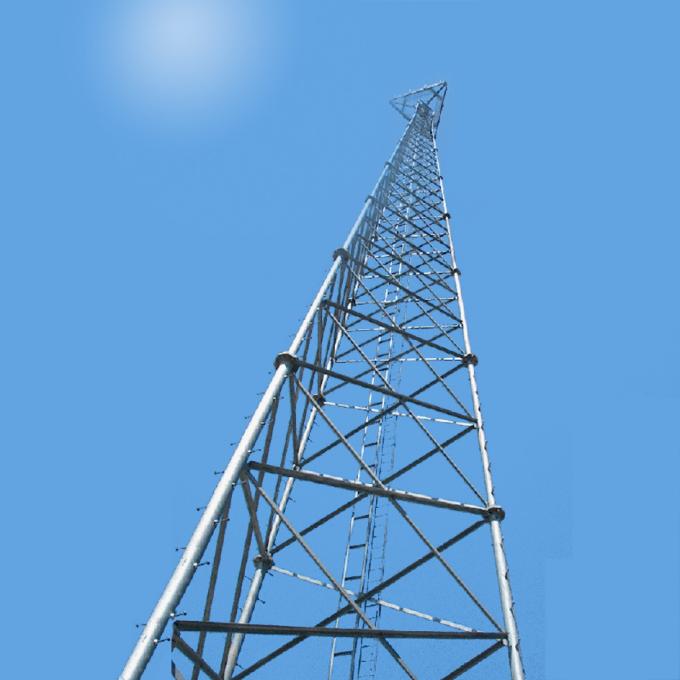
Типы линий для передачи башен и конфигураций – б прямостоячие ГТОВ
Март 31, 2018
линии передачи стальной башни цинкование Требование
За исключением случаев, когда указано иное, все железо и сталь используется в строительстве подрядных работ должны быть оцинкованы после распиловки, сдвиг, бурение, перфорация, заполнение, гибка и обработка завершается.
Цинковании должны быть выполнены в соответствии с EN-ISO 1461.
Для цинкования, только оригинальные доменного сырья цинка должны применяться, который должен иметь чистоту 98.5%.
Цинковое покрытие должно быть равномерным, чистый, гладкие и свободные от блесток, насколько это возможно. Цинковании должны быть применены в процессе горячего погружения и состоят из покрытия, имеющего по меньшей мере толщина, показанная в таблице ниже:
|
Накладная линия Компонента |
Толщина покрытия (микрометр) |
|
Нет значимых районов загрязнения |
|
|
Башни |
85 |
|
Линейные фитинги |
85 |
|
Болты, Винты, Орехи, Стиральные машины > 20диам |
55 |
|
Болты, Винты, Орехи, Стиральные машины < 20диам |
45 |
Башня стальных конструкций, фитинги и крепления, на которые нанесено цинкование повышенной толщины, должны быть легко идентифицируемы и отличимы от тех материалов, которые имеют обычную толщину цинкования.. Опознавательные знаки, бар знаки и т.д. на стальных конструкциях, фитинги и крепежные детали должны быть предварительно фиксируются с «X» для обозначения дополнительного цинкования.
Стальные башни материалы должны быть обработаны дихроматом натрия или раствором Preton W20 после цинкования для предотвращения образования белой ржавчины (белые пятна хранения).
Болт, орешки, шайбы, контргайки и аналогичное оборудование должны быть оцинкованы в соответствии с соответствующими стандартами. Избыток цинковый припой должен быть удален с помощью центробежного прядения.
Похожие сообщения
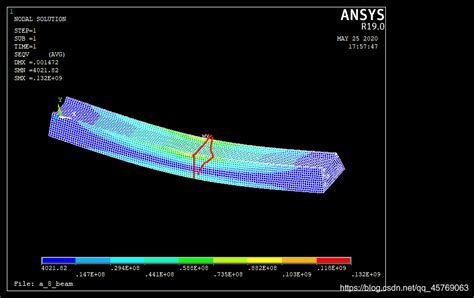
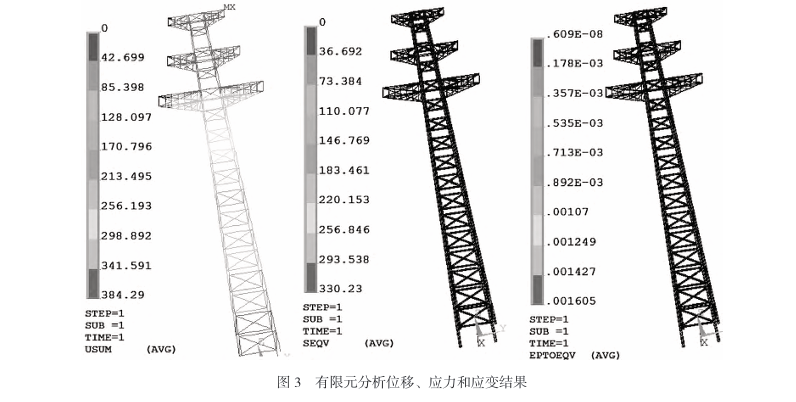
Анализ несущей способности стальной опоры линии электропередачи подчеркивает сложность и важность проектирования конструкций и фундаментов.. Понимая взаимодействие нагрузок, свойства материала, и факторы окружающей среды, инженеры могут оптимизировать производительность башни и обеспечить надежность электросетей. Таблицы и тематические исследования дополнительно иллюстрируют лучшие практики и соображения проектирования..



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}